Sicherheitshinweise für Anlagenbetreiber
Sicherheit am Arbeitsplatz ist das wichtigste Gebot für Anlagenbetreiber bei der Nutzung von Schleif- und Polierwerkzeugen. Der Betreiber von Anlagen für das Schleifen und Polieren ist grundsätzlich verpflichtet, bestehende Gefährdungspotentiale wirksam zu minimieren. Dazu muss er auf Grundlage einer regelmäßigen Sicherheitsbewertung der Arbeitsplätze geeignete Schutzmaßnahmen ergreifen, um das Arbeitsumfeld gemäß Stand der Technik regelkonform zu gestalten.
Schutzausrüstung beim Polieren
Beim Schleifen und Polieren entstehen durch die eingesetzten Arbeitsmittel erhebliche gesundheitliche Risiken. Für die Arbeitssicherheit beim Schleifen und Polieren ist deshalb das Tragen geeigneter persönlicher Schutzausrüstungen verpflichtend und vom Anlagenbetreiber sicherzustellen. Insbesondere dürfen alle rotierenden Polier- und Bürstenwerkzeuge aus Gründen der Arbeitssicherheit nur mit geeigneten Abdeckhauben betrieben werden.

Augen-/Gesichtsschutz benutzen
Die vom Polieren ausgehenden Feinstäube sind schädlich für die Augen. Umherfliegende Teile können zu erheblichen Verletzungen an Gesicht und Augen führen.
Atemschutz benutzen
Beim Polieren entstehenden schwermetallbelastete und lungengängige Feinstäube, die nur mit einem geeigneten Atemschutz zurückgehalten werden.

Schutzkleidung benutzen
Umherfliegende Teile können am ganzen Körper zu empfindlichen Verletzungen führen.

Handschutz benutzen
Generell sind beim Schleifen und Polieren Handschuhe zu tragen. Besteht die Gefahr des Aufwickelns (z.B. Bohrmaschinen, Kleinteilbearbeitung etc.), sind Handschuhen auf Grundlage einer Gefährdungsbeurteilung ggf. zu verbieten

Gehörschutz benutzen
Aufgrund der Lärmbelastung beim Schleifen und Polieren ist das Tragen eines geeigneten Gehörschutzes regelmäßig erforderlich.
Handling und Lagerung rotierender Polierscheiben
Polierscheiben sind trocken, sauber und kühl zu lagern. Zur Vermeidung von Unwucht dürfen Polier- und Schleifscheiben nicht auf der Lauffläche stehend gelagert werden.
Die in Polierscheiben verarbeiteten duroplastischen Guss- und Klebemassen sind nur begrenzt schlagzäh. Die Polierwerkzeuge sind deshalb vorsichtig zu behandeln und dürfen keinen harten Stößen oder Schlägen oder punktförmig wirkenden Kräften ausgesetzt werden. Polierscheiben mit beschädigten Kernen dürfen aus Sicherheitsgründen nicht weiterverwendet werden und sind zu entsorgen.
Aufspannen rotierender Polierscheiben
Polierscheiben dürfen nicht mit Unwucht betrieben werden. Das Aufspannen von Polierscheiben erfordert deshalb eine wirksame Zentrierung. Polierscheiben aus Vollmaterial, Polierringe mit Festkern sowie Polierkörper mit Hohlkern müssen mit Hilfe geeigneter Spannflansche rund um die Zentrumsbohrung fixiert werden. Die Spannflansche sollen dabei mindestens 20 - 33 % der gesamten Scheibenfläche abdecken bzw. dem Durchmesser der seitlichen Abdeckungen entsprechen.
Falls sich Bohrung und Maschinenwelle im Durchmesser unterscheiden, erfolgt die Zentrierung mit Hilfe geeigneter Vorrichtungen: zu kleine Wellen können z. B. über Zentrierteller oder Adapter an den Bohrungsdurchmesser angepasst werden. Scheiben mit zu kleinen Bohrungen dürfen niemals gewaltsam über zu große Wellen gezwungen werden.
Die Nutzung von Adaptern ist nur zulässig, wenn der Wellendurchmesser größer als der für den jeweiligen Scheibendurchmesser zulässige minimale Wellendurchmesser ist.
Schnittgeschwindigkeiten rotierender Polierscheiben
Von rotierenden Polierscheiben, die mit zu hohen als auch mit zu niedrigen Drehzahlen betrieben werden, gehen erhebliche Gefahren aus. Werden die zugelassenen Höchstdrehzahlen von rotierenden Polierscheiben und / oder Polieranlagen überschritten, besteht aufgrund des drohenden Bruches Lebensgefahr durch umherfliegende Teile. Falls rotierende Polierscheiben mit zu geringen Drehzahlen betrieben werden, könnte ein Werkstück spontan erfasst und auf ihre Umfangsgeschwindigkeit beschleunigt werden.
Die folgende Tabelle spezifiziert die maximalen Umfangsgeschwindigkeiten in Abhängigkeit vom Scheibendurchmesser. Die sonstigen gesetzlichen, branchenüblichen und berufsgenossenschaftlichen Bestimmungen sowie Herstellerempfehlungen, die niedrigere Werte der maximalen Umfangsgeschwindigkeit (= "Schnittgeschwindigkeit") ausweisen, haben Vorrang gegenüber dieser Aufstellung.

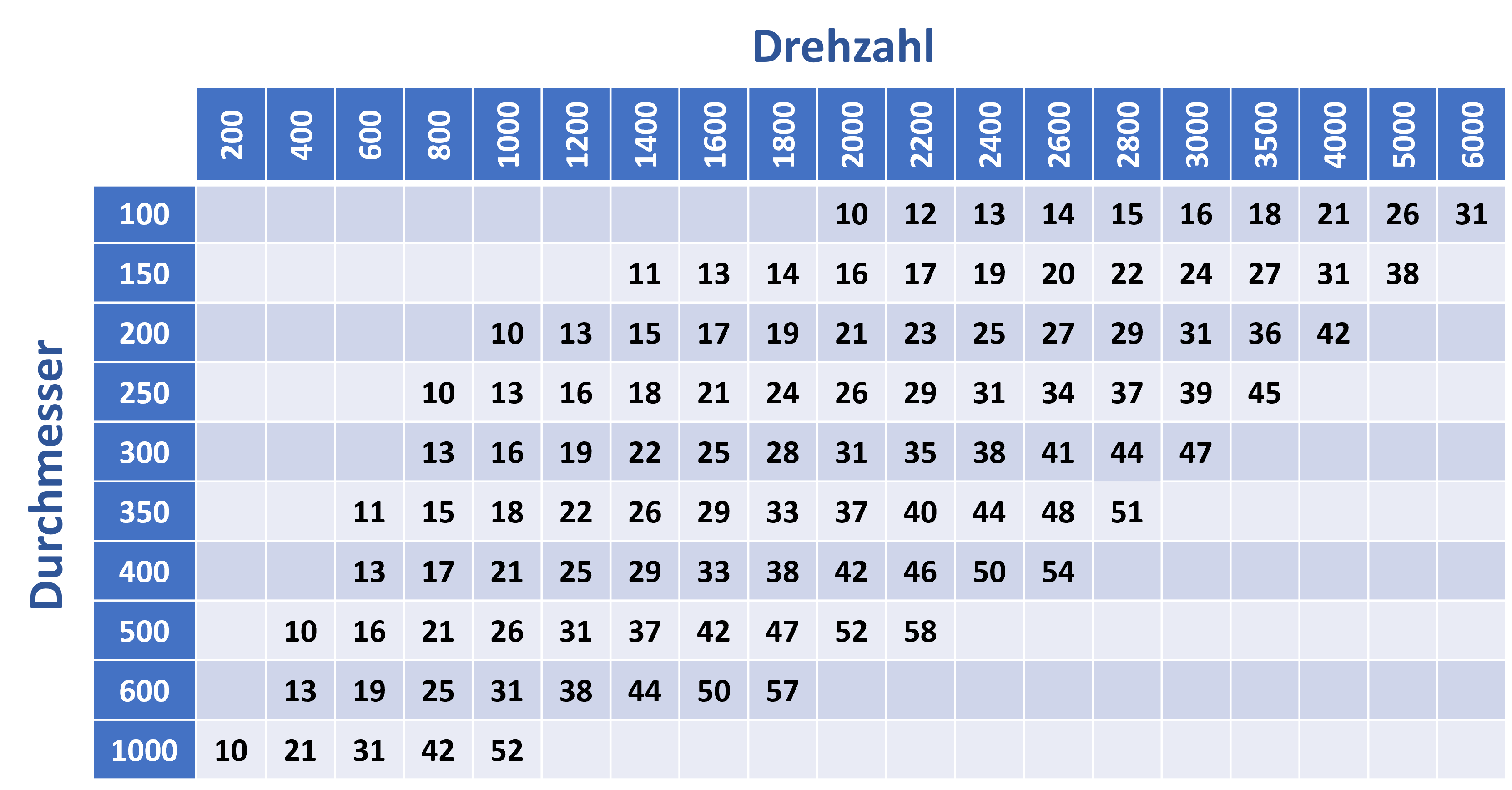
Typische Drehzahlen rotierender Polierscheiben
Anhand der nachfolgenden Tabelle lassen sich die Schnittgeschwindigkeiten in Abhängigkeit vom Durchmesser und der Drehzahlen von Polierscheiben ermitteln (Drehzahlen UpM, Schnittgeschwindigkeiten in m/s):
Sicherheitshinweise zu Wellendurchmessern
Um einen wirksamen Arbeitsschutz sicherzustellen, dürfen die vom Hersteller von Polieranlagen vorgeschriebenen minimalen Wellendurchmesser und maximalen Dimensionen rotierender Werkzeuge unter keinen Umständen unter- bzw. überschritten werden. Der Angaben in der folgenden Tabelle gelten lediglich als Richtwerte. Sonstige gesetzliche oder berufsgenossenschaftliche Bestimmungen sowie Herstellerempfehlungen, die davon abweichende Werte ausweisen, haben Vorrang gegenüber dieser Aufstellung.

Brand- und Explosionsgefahren beim Schleifen, Bürsten und Polieren von Aluminium
Bei der Bearbeitung von Aluminium durch Schleifen, Bürsten und Polieren entstehen brennbare Stäube, die im Gemisch mit Luft eine explosionsfähige Atmosphäre bilden können. Ist zeitgleich eine für das Staub/Luft-Gemisch wirksame Zündquelle vorhanden, kommt es zur Explosion.
Bei Kontakt von Aluminiumstaub mit Wasser, zum Beispiel bei Nassbearbeitungsverfahren oder Staubabscheidung im Nassabscheider, kann Wasserstoffgas entstehen. Es bildet unter Normalbedingungen ab einem Volumenanteil von ca. 4 % mit Luft eine explosionsfähige Atmosphäre. Überall dort, wo kein oder ein zu geringer Luftwechsel stattfindet (z. B. in geschlossenen Teilen von Anlagen oder Behältern) kann es zu Explosionsgefährdungen durch Ansammlungen von Wasserstoff kommen.
Bei Kontakt von Aluminiumstaub mit Sauerstoff erfolgt eine Oxidationsreaktion unter Wärmeentwicklung. Feine Aluminiumpartikel haben eine große Oberfläche. Frisch erzeugte Partikel sind reaktiver. Thermisch isolierende Umgebungsbedingungen, wie ein hoher Luftanteil im Staub, die Beimischung von Baumwollfasern durch Polierwerkzeuge, usw., begünstigen bei großen Abfallmengen das Erreichen der Zündtemperatur von einzelnen Abfallkomponenten (die Zündtemperatur von Baumwolle liegt bei 450°C). Ohne externe Zündquelle kann ein Schwelbrand im Inneren des Abfalls selbst, oder ein offener Brand auf der Abfalloberfläche entstehen.
Brand- und Explosionsgefahren bei Materialmischungen
Bei der wechselseitigen oder gleichzeitigen Bearbeitung von Aluminium und funkenreißenden Werkstoffen ist sicherzustellen, dass Brand- und Explosionsgefahren vermieden werden. Dazu ist das gleichzeitige Auftreten von explosionsfähigen Staub/Luft-Gemischen und wirksamen Zündquellen auszuschließen. Bei der Bearbeitung funkenreißender Werkstoffe, zum Beispiel Normalstahl, Grauguss, Edelstahl (bei groben Schleifarbeiten wie Schrupp- oder Trennschleifen) oder Titan, entstehen Funken, die wirksame Zündquellen sein können. Auch gefährliche Reaktionen zwischen den unterschiedlichen Werkstoffstäuben und -schlämmen können nicht ausgeschlossen werden.
Entsorgung von Aluminiumstäuben und -schlämmen
Die Selbsterwärmung beim Lagern oder Transportieren von abgesaugten und abgeschiedenen Aluminiumstäuben und -schlämmen muss so begrenzt werden, dass keine Schwelbrände oder offenen Brände auftreten. Bei feinen, trockenen Polierstäuben ist die Gefahr der Selbstentzündung besonders groß. Schlamm, der nicht mehr vollständig von Wasser bedeckt wird und so teilweise oberflächlich abtrocknet, kann sich ebenfalls bis zur Selbstentzündung selbst erwärmen. Die Selbsterwärmung des Abfalls kann durch kontrollierte Zugabe von geeigneten reaktiven Additiven oder durch die vollständige, dauerhafte Lagerung der Stäube unter Wasser unterbunden werden. Außerdem kann die Selbsterwärmungsneigung und damit die Gefahr der Selbstentzündung durch Beimischung größerer Anteile nicht reaktiver Substanzen (beispielsweise Kalksteinmehl bei der Trockenentstaubung) reduziert werden.
- Trockene Aluminiumstäube sind in geschlossenen Behältern zu lagern und zu transportieren. Vom Anlagenbetreiber ist dafür zu sorgen, dass das Eindringen von Tropf- und Spritzwasser in die Behälter verhindert wird.
- Feuchte Aluminiumstäube sind in geschlossenen Behältern zu lagern und zu transportieren, die so gestaltet sind, dass freiwerdendes Wasserstoffgas gefahrlos entweichen kann. Des Weiteren sollten die Behälter keine Roststellen aufweisen.
Entsorgung sonstiger Polierabfälle
Die beim Polieren entstehenden Abfälle sowie verbrauchte Polierscheiben sind zu sammeln und zur Verwertung an einen zertifizierten Entsorgungspartner zu geben.
Sicherheitsdatenblätter
Unter den folgenden Links stellen wir Ihnen Downloads unserer Sicherheitsdatenblätter in Anlehnung an EU 1907/2006 REACH sowie CLP-Verordnung Nr. 1272/2008 bereit:
- Sicherheitsdatenblatt für Polierscheiben aus Naturmaterialien
- Sicherheitsdatenblatt für Polierwerkzeuge mit Schaftwellen
- Sicherheitsdatenblatt für Polierscheiben aus Schleifvlies-Lamellen
- Erklärung gemäß Chemikalien-Verbotsverordnung (ChemVerbotsV) berufsmäßiger Verwender
Sicherheitsdatenblätter der von uns vertriebenen Polierpasten stellen wir Ihnen gerne auf Anfrage zur Verfügung.
Richtlinien und weiteführende Informationen für Anlagenbetreiber
Wir empfehlen unseren Kunden und Anlagenbetreibern dringend die Beachtung und Umsetzung der einschlägigen berufsgenossenschaftlichen Regeln und Richtlinien, insbesondere:
- DGUV Regel 109-001 (bisher BGR 109: Schleifen, Bürsten und Polieren von Aluminium - Vermeiden von Staubbränden und Staubexplosionen)
- DGUV Regel 100-500 (bisher BGR 500, insbesondere Kapitel 2.19: Schleifmaschinen / Kapitel 2.25: Schleif- und Bürstwerkzeuge)
- DGUV Regel 112-995 (bisher BGR 195, Benutzung von Schutzhandschuhen)
- Hinweise zum Tragen von Schutzhandschuhen des LIA.nrw
- DGUV Information 209-002 (Schleifen)
Weitere Informationen zum sicheren Schleifen und Polieren finden Sie hier:
- FEPA (Federation of European Producers of Abrasives) Veröffentlichungen zur Sicherheit von Schleifmitteln (Englisch)
- "FEPA Abrasives Safety", die Sicherheitsreferenz der Schleifmittelindustrie