
Disco abrasivo de vellón corrugado | Grano 100 "grueso" AO-003 | Configurable
Vellón OxAl / "Grueso" / Grano 100
Ø 200 mm - 400 mm
Grosor: 50 mm
Rueda Pulidora de Vellón Abrasivo Ondulado
Los discos abrasivos no tejidos EICKELIT son ideales para limpiar y matear grandes superficies de metales no ferrosos y aceros inoxidables. La forma ondulada del relleno crea un fuerte flujo de aire refrigerante, que optimiza la eficacia y durabilidad del disco de pulir. Además, el embellecedor flexible permite un acabado uniforme en superficies perfiladas. Nuestra selección de materias primas ofrece una rica variedad de durezas y grosores de esmeril, cada una de ellas basada en óxido de aluminio y carburo de silicio.
Características del Producto
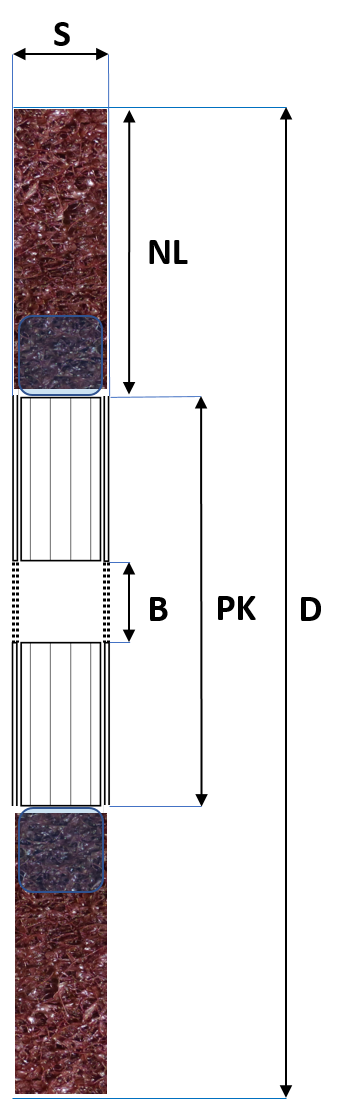
- Tres capas de vellón abrasivo, colocadas en ondas anchas alrededor de un núcleo de cartón sólido.
- Diámetro configurable de 200 a 400 mm.
- Anchura de corte aprox. 50 mm / grosor del núcleo aprox. 30 m.
- Diámetro del núcleo configurable de 10 a 60 mm.
Dimensiones
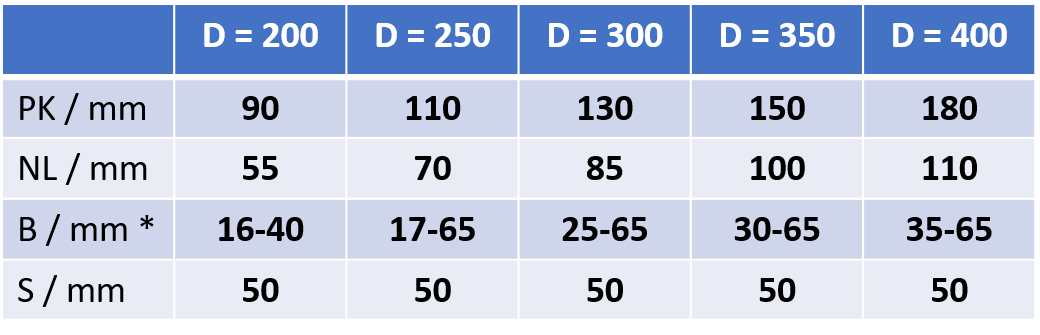
- * ¡Respete las normas de seguridad relativas al diámetro mínimo de los ejes de transmisión!
Fibra de Vellón Abrasiva
- En la producción de vellón abrasivo, las partículas abrasivas como el carborundo (de carburo de silicio) o el corindón (de óxido de aluminio) se unen a un vellón enredado de fibra de nailon con una resina sintética. Como resultado, la dureza y el efecto refrigerante del vellón abrasivo varían en función del grosor de la fibra, la densidad del vellón y las propiedades físico-químicas del aglutinante utilizado.
- Gracias a su diseño permisivo, el vellón abrasivo de fibra es autolimpiable y no se obstruye durante el proceso de lijado. Además, la resistencia química y física del compuesto de fibras permite utilizarlo no sólo en procesos en seco, sino también con medios acuosos o aceitosos.
- Dado que la tela no tejida trenzada es flexible, permite un mecanizado eficaz incluso de perfiles y geometrías complejas con poco arranque de material. Debido al desgaste constante del material de soporte, siempre se liberan nuevas partículas abrasivas en concentraciones uniformes. Por consiguiente, las herramientas de pulido fabricadas con vellón abrasivo de fibra requieren muy poco mantenimiento y ofrecen un patrón de rectificado uniforme durante toda su vida útil.
- Siga el enlace para obtener más información sobre nuestra gama de variantes de abrasivos no tejidos disponibles.
ÓXIDO DE ALUMINIO (AO) / "CORINDÓN"
El corindón está compuesto por más del 95% de óxido de aluminio y es el abrasivo más utilizado en los abrasivos aglomerados. Sin embargo, con el aumento del grado de pureza, el corindón aumenta su dureza y fragilidad, lo que suele tener un efecto negativo en la longevidad del grano abrasivo y, por tanto, en la uniformidad del patrón de lijado. Por ello, utilizamos principalmente vellones abrasivos con tipos de corindón dopados y, en consecuencia, más duros. Por un lado, esto aumenta la vida útil de las herramientas de pulido y, por otro, el patrón de lijado parece más equilibrado en general en comparación con el corindón sin dopar.
EQUIPO DE PROTECCIÓN AL PULIR
Al lijar y pulir, el equipo de trabajo utilizado crea riesgos considerables para la salud. Por lo tanto, es obligatorio llevar un equipo de protección personal adecuado para la seguridad en el trabajo al lijar y pulir. En particular, por razones de seguridad laboral, todas las herramientas rotativas de pulido y cepillado sólo pueden utilizarse con fundas adecuadas..

Use protección ocular / facial
El fino polvo que emana del pulido es perjudicial para los ojos. Las piezas que salen despedidas pueden causar lesiones graves en la cara y los ojos.
Use protección respiratoria
Durante el pulido se produce polvo fino contaminado con metales pesados y respirable, que sólo puede retenerse con una protección respiratoria adecuada.

Use ropa de protección
Las piezas voladoras pueden causar lesiones sensibles en todo el cuerpo.

Use guantes
En general, deben utilizarse guantes para lijar y pulir. Si existe riesgo de enrollamiento (por ejemplo, taladros, procesamiento de piezas pequeñas, etc.), puede prohibirse el uso de guantes sobre la base de una evaluación de riesgos.

Use protección auditiva
Debido a la exposición al ruido durante el esmerilado y el pulido, es necesario llevar regularmente una protección auditiva adecuada.