Velocidades de las ruedas de pulido
Velocidad de rotación
En el caso de los cuerpos giratorios, el "Índice de rotación" o "Velocidad de rotación" es el número de revoluciones alrededor de su propio eje por unidad de tiempo. En el caso de las herramientas giratorias, el índice de rotación suele especificarse en revoluciones por minuto (unidad: rpm o 1/min).
Velocidad de corte
La Velocidad de corte se define generalmente como la velocidad a la que el filo de una herramienta de mecanizado se guía a través del material. En el caso de las herramientas rotativas, corresponde a la velocidad periférica. En el caso de las ruedas de desbaste, corte y pulido, suele indicarse en metros por segundo (unidad: m/s).
La velocidad de corte de una herramienta rotativa aumenta tanto con la velocidad como con el diámetro. La fórmula para calcular la velocidad de corte es, por tanto:
[Ejemplo: para alcanzar una velocidad de corte de 25 m/s, una herramienta de 150 mm de diámetro necesita un número de revoluciones de 3.185 rpm aproximadamente]
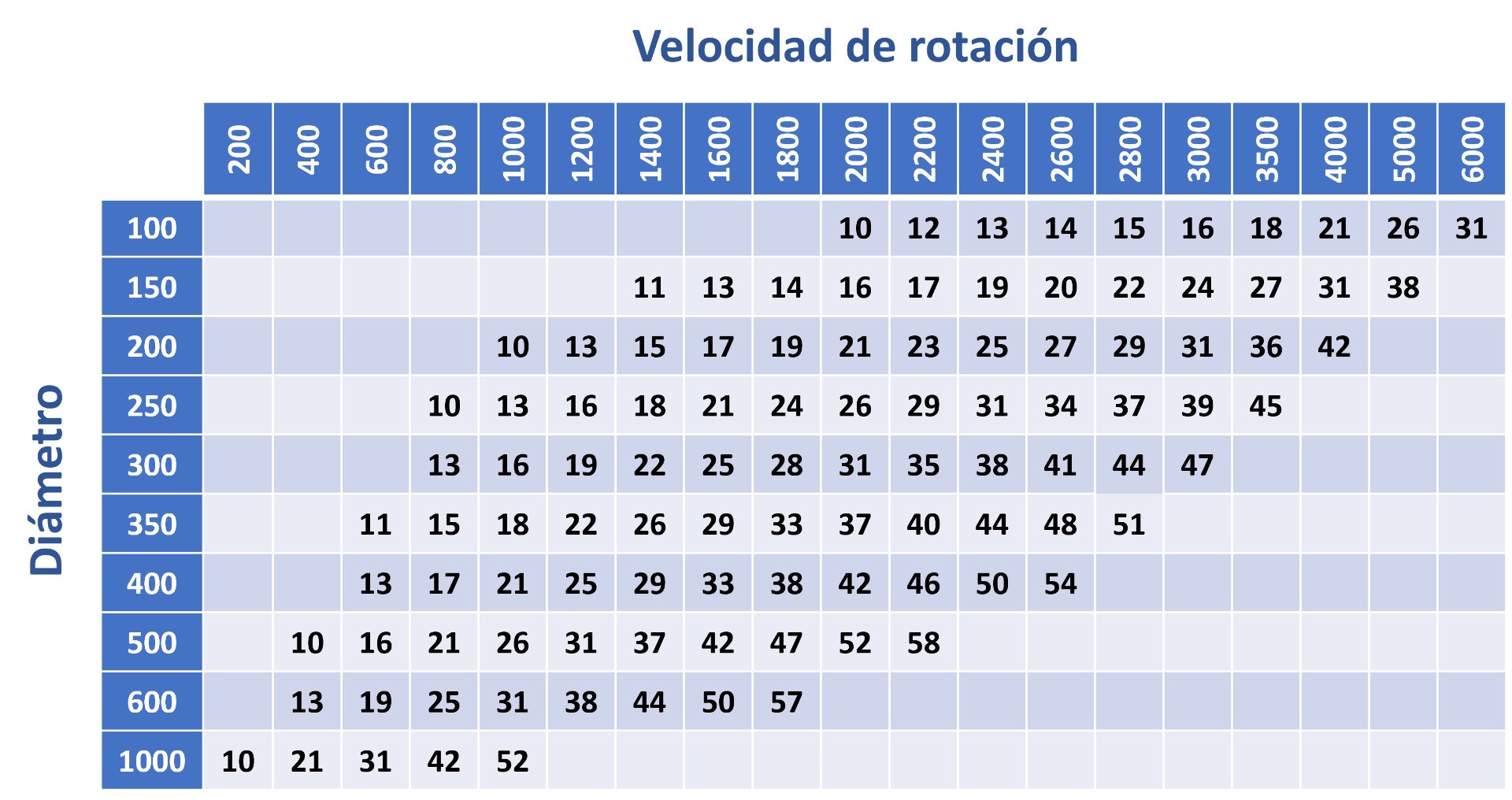
En la tabla siguiente se pueden determinar las velocidades de corte en función del diámetro y de las velocidades de los discos de pulido (velocidades en rpm, velocidades de corte en m/s):
Velocidad de corte óptima
La entrada de energía en la superficie de la pieza y, por tanto, la eficacia del proceso de pulido se controla mediante la velocidad de corte de la rueda de pulido. Por un lado, las velocidades demasiado altas pueden provocar el sobrecalentamiento de la herramienta y la pieza. Esto puede reducir la vida útil de la almohadilla y provocar defectos en la superficie. Por otro lado, las velocidades demasiado bajas van en detrimento de la eficacia. Por lo tanto, de la velocidad de corte óptima depende en gran medida si se puede alcanzar el objetivo del proyecto y con qué rapidez.
La velocidad de corte óptima depende, en particular, de las propiedades del material de la pieza que se va a mecanizar, del tipo de herramienta seleccionada y de las especificaciones de las pastas de pulir utilizadas. Sin embargo, dado que la determinación de los parámetros óptimos del proceso en series de pruebas sistemáticas es muy compleja, los conocimientos técnicos de los profesionales experimentados son hasta la fecha la principal fuente de conocimiento a la hora de optimizar el proceso de pulido.
Como punto de partida para sus propios experimentos de pulido, consulte en la siguiente tabla las velocidades de corte típicas para distintos materiales y pasos de pulido. Si necesita ayuda, estaremos encantados de asesorarle sobre cómo optimizar su proceso de pulido. Envíenos un mensaje a través de nuestro formulario de contacto y nos pondremos en contacto con usted lo antes posible.
| Proceso | Superficie | Material | Tipo de Herramienta | Mín m/s | Máx m/s |
|---|---|---|---|---|---|
| ProcesoLijado / Acabado mate | SurperficieMetales / Plásticos | MaterialVellón abrasivo AlOx / SiC | Tipo de HerramientaDiscos de láminas / Discos onduladas / Discos Abrasivos | Mín m/s10 | Máx m/s25 |
| ProcesoPrepulido | SurperficieMetales No Ferrosos | MaterialAlgodón-Sisal / Algodón firme | Tipo de HerramientaSB-VR / Ruedas de algodón | Mín m/s35 | Máx m/s50 |
| ProcesoPrepulido | SurperficieAcero / Inoxidable / Cromo | MaterialTejido de sisal / Algodón-sisal | Tipo de HerramientaSB-XL / Si-W-PK / SB-3 / SB-VR impregnado / natural | Mín m/s30 | Máx m/s35 |
| ProcesoPrepulido | SurperficieTermoestable | MaterialAlgodón firme | Tipo de HerramientaKONSTANT / REX | Mín m/s20 | Máx m/s30 |
| ProcesoPrepulido | SurperficieTermoplástico | MaterialAlgodón ligero | Tipo de HerramientaKONSTANT / REX | Mín m/s10 | Máx m/s /span>15 |
| ProcesoPrepulido | SurperficieBarnices | MaterialAlgodón firme | Tipo de HerramientaKONSTANT / REX | Mín m/s15 | Máx m/s25 |
| ProcesoPulido | SurperficieMetales No Ferrosos | MaterialAlgodón medio firme | Tipo de HerramientaRuedas de algodón / KONSTANT | Mín m/s40 | Máx m/s60 |
| ProcesoPulido | SurperficieAcero | MaterialAlgodón firme | Tipo de HerramientaKONSTANT / EFFEKTA | Mín m/s25 | Máx m/s35 |
| ProcesoPulido | SurperficiePlásticos / Barnices | MaterialAlgodón medio firme | Tipo de HerramientaEFFEKTA sin costuras | Mín m/s15 | Máx m/s25 |
| ProcesoPulido final | SurperficieMetales No Ferrosos | MaterialAlgodón ligero / Franela suave | Tipo de HerramientaRuedas de algodón / EFFEKTA | Mín m/s45 | Máx m/s60 |
| ProcesoPulido final | SurperficieAcero | MaterialFranela suave | Tipo de HerramientaKONSTANT / EFFEKTA | Mín m/s25 | Máx m/s35 |
| ProcesoPulido final | SurperficieTermoplásticos | MaterialFranela extra suave | Tipo de HerramientaEFFEKTA sin costuras | Mín m/s10 | Máx m/s15 |
| ProcesoPulido final | SurperficieBarnices / Termoestables | MaterialFranela extra suave | Tipo de HerramientaEFFEKTA sin costuras | Mín m/s15 | Máx m/s25 |
Instrucciones de Seguridad
La velocidad máxima de corte de una herramienta rotativa está limitada por las propiedades mecánicas específicas del diseño de la herramienta. Porque por encima de las velocidades de corte críticas existe riesgo de rotura de la herramienta si, por ejemplo, las fuerzas de cizallamiento que se producen superan las resistencias específicas de la herramienta. Sin embargo, las herramientas que funcionan a una velocidad demasiado baja también suponen un riesgo si se agarran a las piezas de trabajo, se aceleran a velocidad periférica y finalmente se desprenden de la herramienta.
Por lo tanto, tenga en cuenta las normas de seguridad del fabricante de su máquina, así como nuestras instrucciones de seguridad para operadores de sistemas.