
Rueda Pulidora de Lamina de Vellón | SC-006 "Fino" | Configurable
SiC / "Fino" / Grano 240
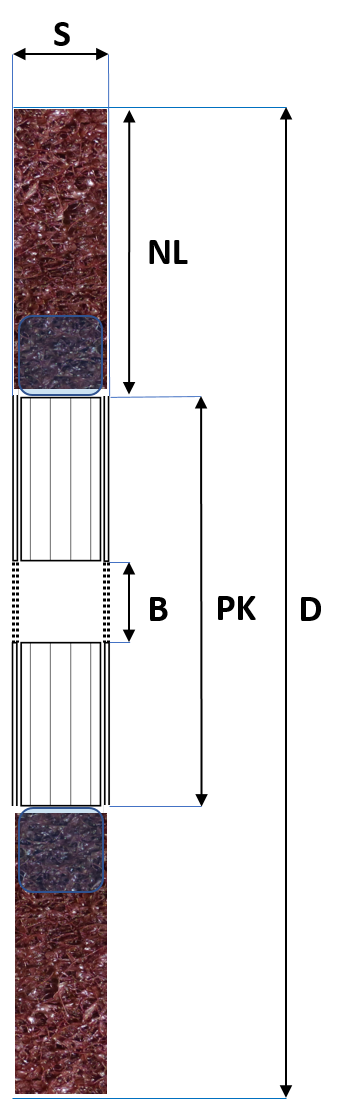
Diámetro: 150 mm - 400 mm
Grosor: 30 – 60 mm
Dimensiones
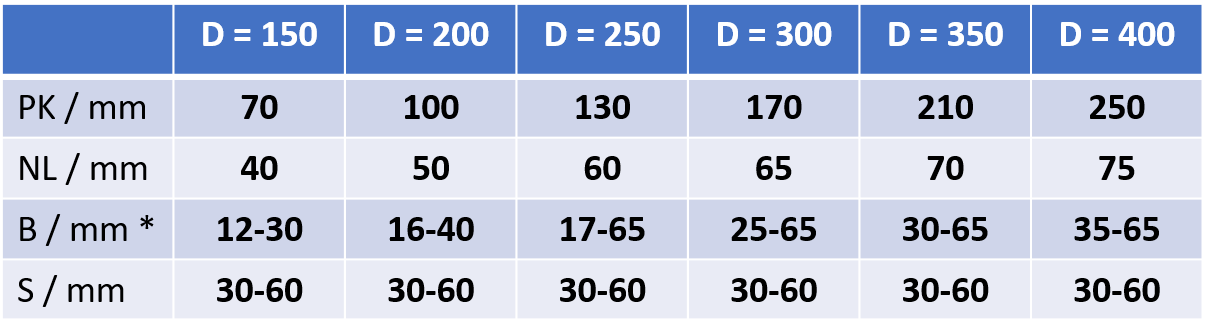
- * ¡Respete las normas de seguridad relativas al diámetro mínimo de los ejes de transmisión!
EQUIPO DE PROTECCIÓN AL PULIR
Al lijar y pulir, el equipo de trabajo utilizado crea riesgos considerables para la salud. Por lo tanto, es obligatorio llevar un equipo de protección personal adecuado para la seguridad en el trabajo al lijar y pulir. En particular, por razones de seguridad laboral, todas las herramientas rotativas de pulido y cepillado sólo pueden utilizarse con fundas adecuadas..

Use protección ocular / facial
El fino polvo que emana del pulido es perjudicial para los ojos. Las piezas que salen despedidas pueden causar lesiones graves en la cara y los ojos.
Use protección respiratoria
Durante el pulido se produce polvo fino contaminado con metales pesados y respirable, que sólo puede retenerse con una protección respiratoria adecuada.

Use ropa de protección
Las piezas voladoras pueden causar lesiones sensibles en todo el cuerpo.

Use guantes
En general, deben utilizarse guantes para lijar y pulir. Si existe riesgo de enrollamiento (por ejemplo, taladros, procesamiento de piezas pequeñas, etc.), puede prohibirse el uso de guantes sobre la base de una evaluación de riesgos.

Use protección auditiva
Debido a la exposición al ruido durante el esmerilado y el pulido, es necesario llevar regularmente una protección auditiva adecuada.